
Get Quote


HANGZHOU IUWON TECHNOLOGY CO,. LTD.
News
- Stacker cranes telescopic fork(A) the gear rack telescopic forks Using two or three sections type forks. Which is composed of three sections fork fork, middle fork, fixed forks and guide rollers, etc. telescopic fork mechanism constituted. Fixed fork truck mounted platform, the middle fork in the gear rack driven from the middle fork of the midpoint and moving outward about half of its length. Mid-point from which fork fork outwardly slightly longer than its own length. (B) chain-type telescopic fork Telescopic forks on the chain by the / in the telescopic fork, fixed forks and guide wheels and other components. Fixed fork truck mounted platform, fixed forks, upper / middle telescopic fork connection between the sprocket and chain.
2015 10/23
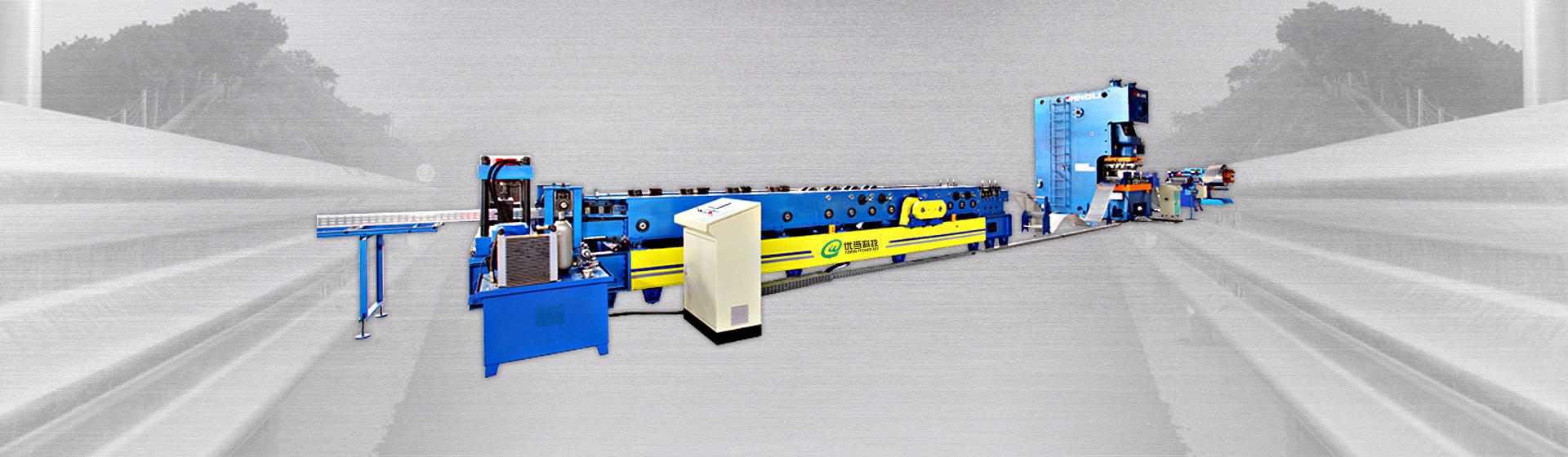
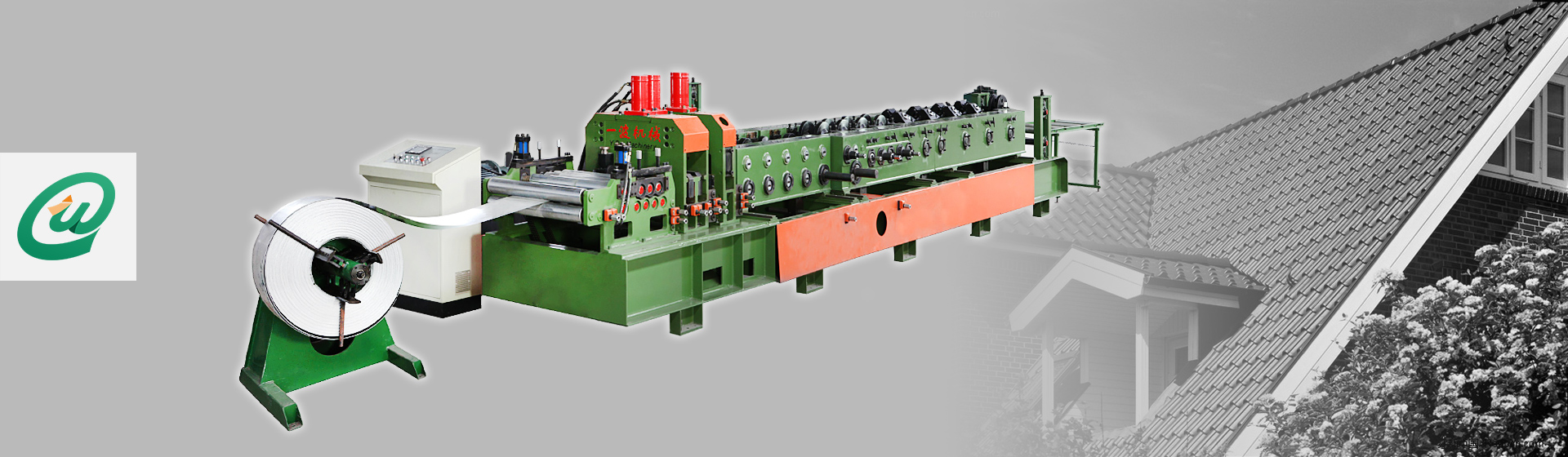
- CZ steel machinery equipment processCZ steel machinery process: strip from the bottom of the equipment into, through a variety of roller compressed into C payments sent out from the head. The traditional process, C payments after forming need a fixed-length cutting, artificial handling to punching, punching equipment according to customer requirements of size can't continuous production, efficiency is not high. After gradually improve the production process, super eventually realize the whole process automatic control, leap to improve the production efficiency, increase the technology content and added value of customer equipment. Main characteristics of CZ steel machinery and equipment: roller adopts bearing steel (GR15), annealing after forging;The base is made of 310H steel;Use the bottom five and the top four leveling, ensure the level;The quadratic form ensures the square and right Angle of the product, and the upper size can be produced;The rolled material thickness is 1.5mm to 3mm(thickness can also be designed according to user requirements).
2020 07/16
- Cold - bending machinery and equipment design and manufacturing characteristics1, orbit arc parts is slippery course core parts, the first few after moulding of circular arc, the back pass rolling vertical edge, deal with established arc, through the roll up and down, or cross, effectively control protection, otherwise, the material in the process of drawing arc will change, R has shrunk as triangles, steel ball is not in the end, two contact produce noise, when R is bigger, shaking with rail, slide rail track when using fuzzy, uneven, slide rail deformation, shorten life. 2, the average force principle of each track, the average force of the entire roller, wear balance, extend the roll service life. 3, rolling stability, production often encountered in the material in the raceway left and right skew problem, in fact, a single set of rollers suffer from asymmetry, the left side of the force, the material to the right skew problem;The force on the right side is high, and the material swings to the left. 4, roller using C12MoV material is to use its wear resistance, but the specific strength and hardness is contradictory, heat treatment to use the red C12MoV hard, quenching, two or even three times of temper to achieve hardness.
2020 07/15
- Precautions in the use of cold bending machineryWith the continuous development of Chinese industry, the technology of cold forming has also been developed rapidly.Cold bending machinery equipment to become a number of professional factories indispensable machinery.So the use of cold bending machinery equipment also need to pay attention to the place. First of all, choose the flat table, put the machine, you can pull the chassis feet so that the machine face easy to observe.Insert the plug of the hand-held sensor head into the socket on the panel and tighten it, taking care to locate the gap. Secondly, plug one end of the power cord into the socket on the back board of the chassis, and plug the other end into the power supply socket. Please be sure to use single-phase three-wire power supply.Then open the "POWER SW." on the back board of the case, press the "POWER Switch" key in the panel, and its service will be switched to the "WARM UP" green light.Press and hold the "SETTING BUTTON" BUTTON and set it to an appropriate value, generally between 0.5 and 2.0 seconds. Put the sensor on the top of the container again and press the start button on the handle, then the red indicator "HEATING" will light up to show that HEATING is taking place. Do not move the sensor while the red indicator "HEATING" will go out. After the "WARM UP" green indicator lights UP or the short "Beep" of the machine buzzer prompts, the sealing of the next container can be carried out.Check the sealing quality, and properly trim the "SETTING BUTTON" BUTTON according to different materials, diameters and production efficiency, so that the sealing quality is superior.
2020 07/14
- Uncoiler routine maintenanceTo uncoiler life more lasting, we need to carry out routine maintenance it carefully, follow these steps: 1, according to the requirements of each cup oil lubrication and artificial lubrication points refueling. 2, according to the parameters specified Uncoiler uncoiler conduct Coil, Coil thickness of 20mm, the maximum length of 2500mm, coil material is less than the yield limit 250Mpa. 3, after the power is turned on the next roll on roll both directions and down movement, check there are no unusual movements stuck phenomenon. 4, in strict accordance with uncoiler coil processing procedures and operating methods of operation, when the roller lift to the limit position, we must pay great attention to the safe operation of the equipment. 5, when the main drive after shutdown before proceeding to lift the roller bearing dumping reset flip and tilt on a roll. 6, during operation, if found irregularities with irregular noise, impact, etc., should immediately stop checking. 7, the operation of each staff to coordinate with each other, listen to the person in charge of directing coil, there is no password, prohibit start the machine. 8, conducted uncoiler coil operation should pay great attention to the hand being pressed steel plates together and roll into. 9, with the lifting plate or reel while driving, be careful not to collide with the machine. After unwinding machine work, do work completed, materials to make the site clean and good equipment maintenance work, be turned off.
2015 10/23
- Wallboard Molding Machine Maintenance1, in addition to the inner wall machine vibration class guides butter filling and related parts inspection, adjustment, cleaning, refueling and other routine maintenance, it should also do the following maintenance work regularly; calculated according to actual working hours, total running 1800 hours, the need for a reduction in the lubricating oil tank, add new oil before applying kerosene or diesel will decelerate tank clean. Regularly check gearbox oil level, if close to the lower to the upper limit should immediately fill. According to the provisions added to HL-30 Summer gear oil, winter join HL --- 20 gear oil, non-oil mix different brands of gear to use. When the seal leakage failures, should be replaced seals 2, the vibrator wallboard machine maintenance shall be as follows; A, the vibrator in the handling and operation, should pay attention to light, to prevent damage to the tap. B, the outer casing should be kept clean, so as not to interfere with the motor cooling. C, the vibrator operation found abnormal sound or abnormal vibration and coke smell should immediately disconnect the power down to check. D, bearing grease composite calcium based grease, pay attention to regular cleaning, replacement vibrator jog run 150 to 200 hours, coating weight can not be too much to fill one-third of the bearing cavity is appropriate, in order to avoid bearing fever. E, regularly check the wear bearings, seals and other wearing parts, if found to be promptly replaced. 3, wall extruded running, if there is quality management system boards forming speed difference and a serious decline, should stop to check mixing blade, wall, diaphragm and other consumable; replace the mixing blade, should be done symmetrical replacement in order to ensure uniform feeding. 4, this machine can not be missed days light wall place, not long-term, the key parts should be oiled to protect, and two front and two rear road wheels touchdown wall corners, horizontally, in order to reduce distortion. 5, in addition to the use of maintenance in accordance with the provisions of this manual, users should also develop safe operation of the extruder, the implementation capacity operation, to ensure the normal operation of the aircraft, in order to produce qualified products.
2015 10/23
Email to this supplier